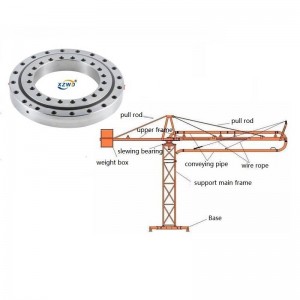
שווער פליכט טערנטייבאַל בערינגז מיט פונדרויסנדיק גאַנג סלעווינג רינג



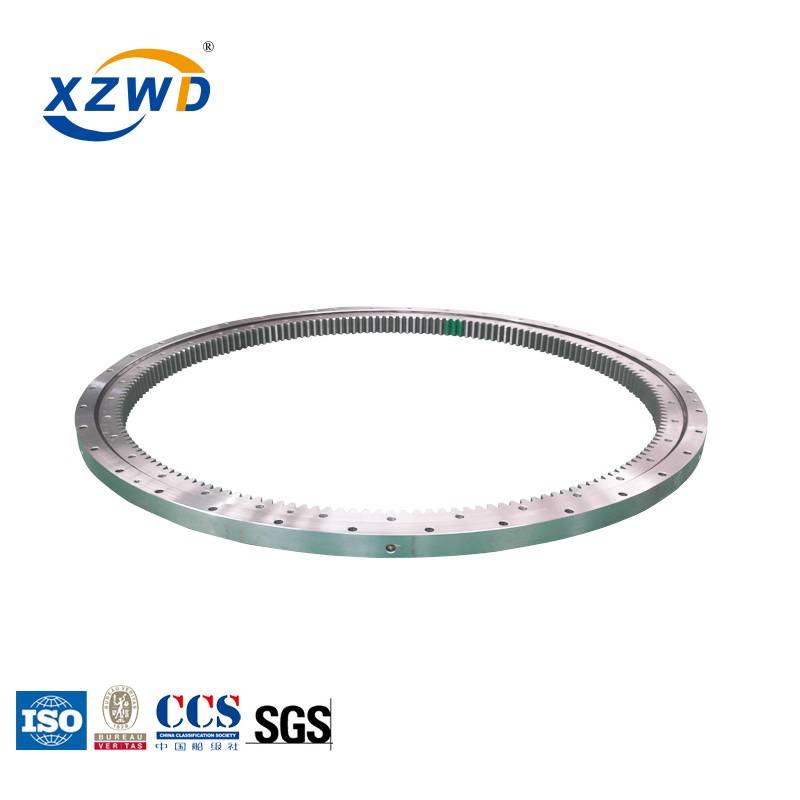

די קאָנטאַקט און בענדינג שטאַרקייַט פון גירז אונטער לעצט און מידקייַט לאָודז זענען קאַלקיאַלייטיד און וועראַפייד לויט ISO6336-1:2006, ISO6336-2:2006 און ISO6336-3:2006 ריספּעקטיוולי.Sf איז 1.48 און די גאַנג ייגל רעשוס איז אַדזשאַסטיד פֿאַר די העכסטן פונט פון ריידיאַל לויפן אויס פון דיסלעווינג שייַכעסגאַנג פּעך קרייַז.די מינימום צאָן רעשוס איז טיפּיקלי 0.03 צו 0.04 קס מאָדולוס, און די גאַנג מעש רעשוס פון די פּיאָניאָן גירז אויף די גאנצע אַרומנעם דאַרף זיין שייַעך-אָפּגעשטעלט נאָך לעצט פאַסאַנינג פון דיסלעווינג שייַכעס.
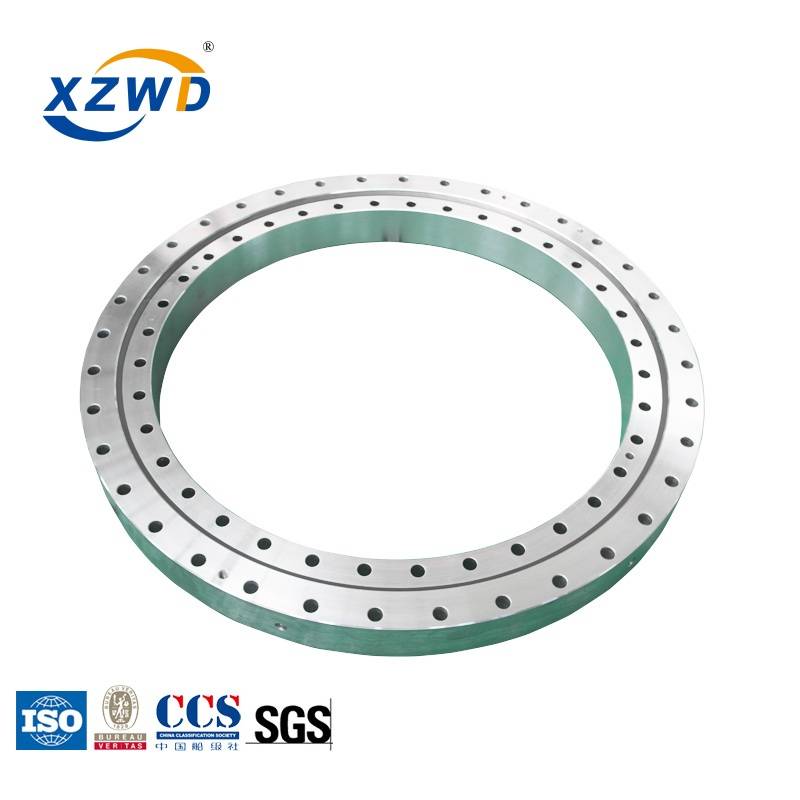
איין-רודערן פיר-פונט קאָנטאַקט פּילקע סלעווינג רינג ינערלעך פּילקע מאַשינינג אַקיעראַסי און ינערלעך רייסוויי מאַשינינג אַקיעראַסי איז נישט הויך, אָדער עס זענען קוואַליטעט חסרונות און פעלן פון לובריקייטינג בוימל אין די ראַסעווייַ וואַל און ספּייסער צונויפשטויס, גלייַך ווירקן די גלאַט אָפּעראַציע פון די סלעווינג רינג און ראַש, אַזוי ווען קאָנטראָלירונג די סלעווינג רינג חסרונות, מאל דורך ריפּלייסינג די פּילקע צו רעדוצירן די אָפטקייַט פון דורכפאַל.
רעכט צו דער גאַנג אונטער מאַסע נאָך אַ לאַנג אַרבעט צייט, עס וועט זיין אַ קליין שטיק פון מעטאַל אָדער פּאַס פון מעטאַל לעבן די פּעך שורה, פּיטינג אָדער נאַגינג מעטאַל טשיפּס, די פאָרמירונג פון פּיטינג אָדער ציין.די סלעווינג שייַכעס צאָן ייבערפלאַך פּיטינג מיט די פאַרגרעסערן אין אַרבעט צייט און יקספּאַנדינג אַזוי אַז די סלעווינג שייַכעס ייגל צאָן שעדיקן, טורעם קראַנע דריי - ראַש און פּראַל ינקריסאַז, די ציקל פון פּראַל אַראָפּ די מעטאַל פּאַרטיקאַלז און פאַרגיכערן די טראָגן פון די סלעווינג רינג צאָן ייבערפלאַך, פאָרמינג אַ ראָצכיש ציקל.אין אַדישאַן, די מאַנופאַקטורינג און פֿאַרזאַמלונג פון די סטאַרטער מאָטאָר אין די סלעווינג רינג מעקאַניזאַם האט זייַן אייגענע חסרונות צו פּראָדוצירן פּראַל דזשיטער, און די באַשטעלונג פּראָצעס פון די פאָר ראָד מיט די סלעווינג שייַכעס איז אַנסטייבאַל, וואָס אויך ינקריסיז די אָפטקייַט פון דזשיטער און אָפּקלונג ראַש. דעסאַבאַלז.

אויב די וועלד קוואַליטעט איז נישט אַרויף צו נאָרמאַל, די וועלד כיסאָרן דאַרף זיין ריווערקט און ריוועלד.אין די פאַרריכטן וועלדינג ריפּער וועט נישט בלויז פּראָדוצירן נייַ וועלדינג דרוק און די פלאַטנאַס פון די מאַשינעד מאַונטינג ייבערפלאַך וועט אויך האָבן אַ גרויס פּראַל, אין דער זעלביקער צייט, די וועלדינג קראַנט דזשענערייטאַד אין די סלעווינג שייַכעס דורך די ינערלעך ראָולינג גוף און סלעווינג רינג ראַסעווייַ וועט אויך פאַרשאַפן עטלעכע שעדיקן.אין אַדישאַן, פֿאַרזאַמלונג ערראָרס אין מאַנופאַקטורינג פֿאַרזאַמלונג, פעלד ייַנמאָנטירונג פון די שפּילקע טרעדינג און ריגל פּרעלאָאַד קענען אויך פּראָדוצירן אַבנאָרמאַל ראַש אָדער פּלאַפּלען אויב די רעקווירעמענץ זענען נישט באגעגנט.
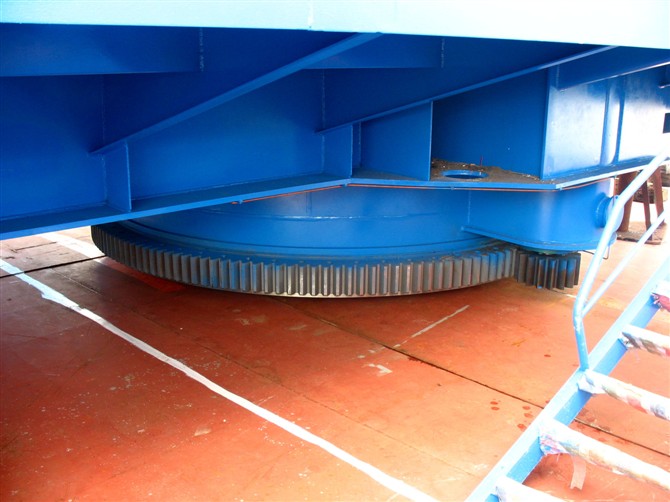
סלעווינג רינג הויפּט פארמען זענען פונדרויסנדיק און ינערלעך טיפּ, די גרויס און קליין גירז ייגל שוואַך, מאל ענג, מאל פרייַ, אין די סלעווינג רינג צאָן לויפן אויס מאַקסימום שטעלע מעשינג אויך ענג פּראָדוצירן ראַש.אַזוי דער מאַנופאַקטורינג פּראָצעס איז קריטיש.סלעווינג שייַכעס פּונקט לינקס דער פאַבריק אין ליידיק וועט אַרויסגעבן אַ שטאָל פּילקע ראָולינג מונדיר געזונט, וואָס איז נאָרמאַל.אַזאַ ווי אין די מונדיר נאָרמאַל רינגינג באגלייט דורך אן אנדער אַבנאָרמאַלי גרויס רינגינג איז אַבנאָרמאַל.עס זענען פילע סיבות פֿאַר די דורכפאַל.
1. אונדזער מאַנופאַקטורינג סטאַנדאַרט איז לויט צו מאַשינערי נאָרמאַל JB/T2300-2011, מיר אויך געפֿונען די עפעקטיוו קוואַליטי מאַנאַגעמענט סיסטעמס (קמס) פון ISO 9001:2015 און GB/T19001-2008.
2. מיר אָפּגעבן זיך צו די ר & די פון קאַסטאַמייזד סלעווינג שייַכעס מיט הויך פּינטלעכקייַט, ספּעציעל ציל און באדערפענישן.
3. מיט שעפעדיק רוי מאַטעריאַלס און הויך פּראָדוקציע עפעקטיווקייַט, די פירמע קענען צושטעלן פּראָדוקטן צו קאַסטאַמערז ווי געשווינד ווי מעגלעך און פאַרקירצן די צייט פֿאַר קאַסטאַמערז צו וואַרטן פֿאַר פּראָדוקטן.
4. אונדזער ינערלעך קוואַליטעט קאָנטראָל כולל ערשטער דורכקוק, קעגנצייַטיק דורכקוק, אין-פּראָסעס קוואַליטעט קאָנטראָל און מוסטערונג דורכקוק צו ענשור פּראָדוקט קוואַליטעט.די פירמע האט גאַנץ טעסטינג ויסריכט און אַ אַוואַנסירטע טעסטינג אופֿן.
5. שטאַרק נאָך-סאַלעס דינסט מאַנשאַפֿט, בייַצייַטיק סאָלווע קונה פּראָבלעמס, צו צושטעלן קאַסטאַמערז מיט אַ פאַרשיידנקייַט פון באַדינונגס.